ที่อยู่:
No.233-3 Yangchenghu Road, สวนอุตสาหกรรม Xixiashu, เขต Xinbei, เมืองฉางโจว, มณฑลเจียงซู




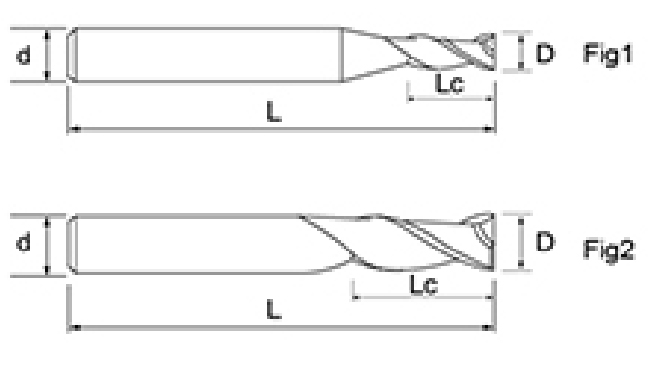
• หัวกัดก้นแบนสองคมเป็นเครื่องมือที่ใช้กันทั่วไปในการกัด เหมาะสำหรับการประมวลผลระนาบ ร่อง และรูปร่าง
• เทคโนโลยีการเจียรขั้นสูงทำให้มีเส้นผ่านศูนย์กลางใบมีดสูงและความแม่นยำของเส้นผ่านศูนย์กลางด้าม เหมาะสำหรับแม่พิมพ์ที่มีความแม่นยำและการแปรรูปชิ้นส่วน
• ใช้การเคลือบที่ทนทานต่อการสึกหรอสูง โครงสร้างการเปลี่ยนส่วนโค้งช่วยให้มั่นใจถึงความต้านทานการแตกหักสูงและทำให้สามารถตัดเหล็กชุบแข็งได้ในระยะยาว

| ไม่ | เส้นผ่านศูนย์กลาง ดี | ความยาวขลุ่ย ลค | ความยาวโดยรวม ล | ก้าน Dia ง | จำนวนใบมีด เอฟ |
| NNC-2T-D1 | 1 | 3 | 50 | 4 | 2 |
| NNC-2T-D1 | 1 | 3 | 50 | 6 | 2 |
| NNC-2T-D1.5 | 1.5 | 4 | 50 | 4 | 2 |
| NNC-2T-D1.5 | 1.5 | 4 | 50 | 6 | 2 |
| NNC-2T-D2 | 2 | 6 | 50 | 4 | 2 |
| NNC-2T-D2 | 2 | 6 | 50 | 6 | 2 |
| NNC-2T-D2.5 | 2.5 | 6 | 50 | 4 | 2 |
| NNC-2T-D2.5 | 2.5 | 6 | 50 | 6 | 2 |
| NNC-2T-D3 | 3 | 8 | 50 | 4 | 2 |
| NNC-2T-D3 | 3 | 8 | 50 | 6 | 2 |
| NNC-2T-D3 | 3 | 8 | 50 | 3 | 2 |
| NNC-2T-D3.5 | 3.5 | 10 | 50 | 4 | 2 |
| NNC-2T-D3.5 | 3.5 | 10 | 50 | 6 | 2 |
| NNC-2T-D4 | 4 | 10 | 50 | 4 | 2 |
| NNC-2T-D4 | 4 | 10 | 50 | 6 | 2 |
| NNC-2T-D4.5 | 4.5 | 11 | 50 | 6 | 2 |
| NNC-2T-D5 | 5 | 13 | 50 | 6 | 2 |
| NNC-2T-D5 | 5 | 13 | 50 | 5 | 2 |
| NNC-2T-D5.5 | 5.5 | 15 | 50 | 6 | 2 |
| NNC-2T-D6 | 6 | 15 | 50 | 6 | 2 |
| NNC-2T-D7 | 7 | 18 | 60 | 8 | 2 |
| NNC-2T-D8 | 8 | 20 | 60 | 8 | 2 |
| NNC-2T-D9 | 9 | 23 | 75 | 10 | 2 |
| NNC-2T-D10 | 10 | 25 | 75 | 10 | 2 |
| NNC-2T-D11 | 11 | 30 | 75 | 12 | 2 |
| NNC-2T-D12 | 12 | 30 | 75 | 12 | 2 |
| NNC-2T-D14 | 14 | 35 | 100 | 14 | 2 |
| NNC-2T-D16 | 16 | 45 | 100 | 16 | 2 |
| NNC-2T-D18 | 18 | 45 | 100 | 18 | 2 |
| NNC-2T-D20 | 20 | 50 | 100 | 20 | 2 |
| วัสดุแปรรูป | เหล็กหล่อ เหล็กหล่อกลม | เหล็กกล้าคาร์บอน, โลหะผสมเหล็ก ~750N/ตร.มม | เหล็กกล้าคาร์บอน, โลหะผสมเหล็ก ~30HRC | เหล็กชุบแข็งสำเร็จรูป เหล็กชุบแข็ง และเหล็กนิรภัย ~40HRC | สแตนเลส | เหล็กชุบแข็งสำเร็จรูป เหล็กชุบแข็ง และเหล็กนิรภัย ~50HRC | ||||||
| เส้นผ่านศูนย์กลาง (มม.) | ความเร็วในการหมุน (นาที -1 ) | ความเร็วในการป้อน (มม./นาที) | ความเร็วในการหมุน (นาที -1 ) | ความเร็วในการป้อน (มม./นาที) | ความเร็วในการหมุน (นาที -1 ) | ความเร็วในการป้อน (มม./นาที) | ความเร็วในการหมุน (นาที -1 ) | ความเร็วในการป้อน (มม./นาที) | ความเร็วในการหมุน (นาที -1 ) | ความเร็วในการป้อน (มม./นาที) | ความเร็วในการหมุน (นาที -1 ) | ความเร็วในการป้อน (มม./นาที) |
| 1 | 20000 | 215 | 20000 | 215 | 20000 | 175 | 20000 | 175 | 20000 | 65 | 20000 | 130 |
| 2 | 15000 | 345 | 15000 | 345 | 15000 | 310 | 15000 | 305 | 11150 | 90 | 13000 | 195 |
| 3 | 14000 | 590 | 14000 | 590 | 13000 | 546 | 10600 | 455 | 7500 | 130 | 8500 | 360 |
| 4 | 10800 | 600 | 10800 | 605 | 10000 | 560 | 8000 | 460 | 5500 | 145 | 6500 | 365 |
| 5 | 8200 | 630 | 8200 | 630 | 7600 | 585 | 6400 | 480 | 4500 | 145 | 5000 | 380 |
| 6 | 7000 | 650 | 7000 | 650 | 6400 | 600 | 5300 | 500 | 3700 | 150 | 4200 | 390 |
| 8 | 5200 | 645 | 5200 | 645 | 4800 | 590 | 4000 | 495 | 2800 | 150 | 3200 | 400 |
| 10 | 4200 | 630 | 4200 | 630 | 3800 | 585 | 3200 | 480 | 2200 | 150 | 2500 | 380 |
| 12 | 3500 | 630 | 3500 | 630 | 3200 | 585 | 2650 | 480 | 1850 | 150 | 2100 | 380 |
| 14 | 3000 | 590 | 3000 | 590 | 2700 | 545 | 2300 | 455 | 1600 | 145 | 1800 | 360 |
| 16 | 2600 | 590 | 2600 | 590 | 2400 | 545 | 2000 | 455 | 1400 | 130 | 1600 | 360 |
| 18 | 2300 | 580 | 2300 | 580 | 2100 | 530 | 1800 | 450 | 1250 | 130 | 1400 | 350 |
| 20 | 2050 | 580 | 2050 | 580 | 1900 | 530 | 1600 | 450 | 1100 | 130 | 1250 | 350 |
| ความลึกของการตัดสูงสุด | 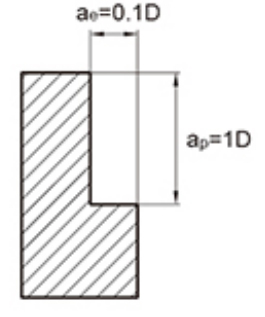 | 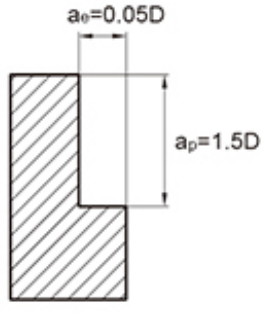 | ||||||||||
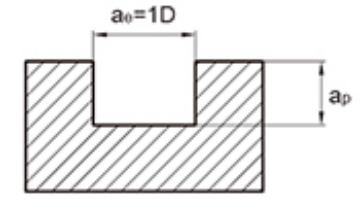 | เส้นผ่านศูนย์กลางเครื่องมือ | ความลึกของการตัด ap | 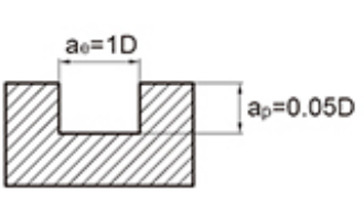 | |||||||||
∅1| 0.15ด | | |||||||||||
∅3| 0.3D | | |||||||||||
1. ตารางด้านบนแสดงค่ามาตรฐานสำหรับการกัดข้าง เมื่อตัดร่องด้วยเครื่องมือ ความเร็วควรอยู่ที่ 50%~70% ของตารางด้านบน และอัตราการป้อนควรเป็น 40%~60% เป็นค่ามาตรฐาน
2. กรุณาใช้เครื่องมือเครื่องจักรที่มีความแม่นยำสูงและผู้ถือเครื่องมือ
3. โปรดใช้ระบบระบายความร้อนด้วยอากาศหรือน้ำมันตัดกลึงที่มีโอกาสเกิดควันน้อย
4. ขอแนะนำให้ใช้การกัดตามลำดับสำหรับการกัดข้าง
เมื่อความแข็งแกร่งของเครื่องมือกลและการติดตั้งชิ้นงานไม่ดี อาจเกิดการสั่นสะเทือนและเสียงที่ผิดปกติได้ ในกรณีนี้ ความเร็วและอัตราการป้อนในตารางด้านบนควรลดลงเมื่อเทียบเป็นรายปี
6. ลดความยาวยื่นของเครื่องมือให้เหลือน้อยที่สุดโดยไม่มีการรบกวน
| ชุดเครื่องมือ | เส้นผ่านศูนย์กลาง | รัศมี | รัศมีมุม | ความยาวขลุ่ย | ความยาวที่มีประสิทธิภาพ | ความยาวโดยรวม | ก้าน ดีia | |||
| D | ร | CR | ลค | ล1 | L | ง | ||||
| หัวกัดคาร์ไบด์อเนกประสงค์ NNC | D0.1~D0.9 | 0 -0.005 | ร0.05~R2 | /-0.005 | CR0.05~CR0.5 | /-0.005 | 0 0.2 | 0 0.3 | 0 0.5 | h5 |
| D1.0~D4.0 | 0 -0.008 | 0 0.3 | 0 0.5 | |||||||
| D1.0~D3.5 | 0 -0.008 | ร0.5~R1.75 | /-0.005 | CR0.1~CR0.5 | /-0.005 | 0 0.3 | 0 0.5 | 0 0.5 | h6 | |
| D4.0~D11.0 | 0 -0.012 | ร2.0~R5.0 | /-0.008 | CR1.0~CR3.0 | /-0.008 | 0 0.5 | ||||
| D12.0~D20.0 | 0 -0.015 | ร6.0~R10.0 | /-0.01 | |||||||
ดอกเอ็นมิลล์หัวแบน 2 ฟลุต เมื่อเทียบกับหัวกัด 4 ฟลุต มีพื้นที่การคายเศษมากกว่า เหมาะสำหรับการแปรรูปวัสดุที่มีความเหนียวหรือในโอกาสที่ต้องการการคายเศษที่ดีกว่า
การออกแบบหัวแบนที่มีก้นแบนเหมาะสำหรับการประมวลผลพื้นผิวเรียบหรือขั้นบันไดมุมฉาก
ดอกเอ็นมิลล์หัวแบน 2 ฟัน NNC-2T มีเส้นผ่านศูนย์กลางหลากหลายตั้งแต่ 1 มม. ถึง 20 มม. และความยาวคมตัดตั้งแต่ 3 มม. ถึง 45 มม. ซึ่งสามารถผสมผสานได้อย่างยืดหยุ่นเพื่อให้ตรงตามข้อกำหนดด้านความลึกและความแม่นยำต่างๆ ข้อกำหนดทั่วไปเหล่านี้ทำให้เหมาะสำหรับทั้งการตัดเฉือนที่มีความแม่นยำขนาดเล็กและชิ้นส่วนขนาดใหญ่ที่ต้องการการขจัดวัสดุอย่างมีประสิทธิภาพ ผู้ใช้สามารถเลือกความยาวรวมและความยาวคมตัดที่เหมาะสมที่สุดได้ โดยขึ้นอยู่กับอุปกรณ์เฉพาะและความต้องการในกระบวนการ
การออกแบบเครื่องมือมีมุมเกลียว 35° และรูปทรงปลายแบนสองคมตัดเพื่อให้แน่ใจว่าการคายเศษราบรื่น ขณะเดียวกันก็เพิ่มความแข็งแกร่งและความมั่นคงในการตัด หน้าบานปลายแบนที่ออกแบบเป็นพิเศษให้ผิวสำเร็จที่ดีเยี่ยมเมื่อทำการกัดปาดหน้า และให้ความแข็งแรงของคมตัดที่แข็งแกร่งเมื่อทำการเซาะร่องและการกัดข้าง การกำหนดค่าขอบสองด้านที่จัดวางอย่างระมัดระวังช่วยลดการสั่นสะเทือนเพื่อให้กระบวนการตัดเฉือนมีเสถียรภาพมากขึ้น
ซีรีส์นี้ใช้การเคลือบคอมโพสิตโครเมียม-อลูมิเนียมใหม่ล่าสุด และผ่านกระบวนการเจียรที่มีความแม่นยำ การเคลือบคอมโพสิตโครเมียม-อลูมิเนียมใหม่ล่าสุดมีความต้านทานความร้อนและการสึกหรอได้ดีเยี่ยม ซึ่งสามารถยืดอายุการใช้งานของเครื่องมือในขณะเดียวกันก็รับประกันประสิทธิภาพการตัดที่สม่ำเสมอ การรักษาพื้นผิวขั้นสูงยังช่วยลดแรงเสียดทานได้อย่างมาก และป้องกันการสะสมของคมตัดในระหว่างการตัดเฉือนด้วยความเร็วสูงได้อย่างมีประสิทธิภาพ









การก่อตั้งบริษัท
พนักงาน

บริษัท Changzhou Maton Tools Co.,Ltd. ตั้งอยู่ในเขตสามเหลี่ยมปากแม่น้ำแยงซีที่พัฒนาทางเศรษฐกิจ โรงงานตั้งอยู่ในเขตพัฒนาเทคโนโลยีชั้นสูง Xixiashu ซึ่งเป็นเมืองเครื่องมือที่มีชื่อเสียงในประเทศจีน เราเป็น ดอกเอ็นมิลล์หัวแบน 2 ขลุ่ย ผู้ผลิต.
Magotantools ใช้ระบบคุณภาพ ISO9001 เป็นมาตรฐาน ภายใต้แนวคิดทางธุรกิจของ "ผลิตภัณฑ์ไร้ข้อบกพร่อง" และ "บริการไร้ช่องว่าง" โดยยึดมั่นในจิตวิญญาณของ "ความซื่อสัตย์" "ความสามัคคี" และ "การแสวงหาประโยชน์" และปฏิบัติตามรูปแบบการบริหารจัดการบริษัทที่ยุติธรรมและเป็นธรรม การผลิตผลิตภัณฑ์ใช้เครื่องเจียรและศูนย์เครื่องจักรกล CNC ห้าแกนและหกแกนจากเยอรมนี สวิตเซอร์แลนด์ ญี่ปุ่น ฯลฯ และติดตั้งอุปกรณ์ทดสอบที่มีความแม่นยำสูง เช่น จากเยอรมนี ญี่ปุ่น และจีน เพื่อตอบสนองความต้องการในการผลิตด้วยคุณภาพและปริมาณสูง
บริษัทพัฒนาเครื่องมือ CNC ประสิทธิภาพสูงต่างๆ อย่างต่อเนื่อง และได้รับรางวัลระดับชาติมากมาย มืออาชีพ ดอกเอ็นมิลล์หัวแบน 2 ขลุ่ย บริษัทด้วยสิทธิบัตรมากกว่า 10 ฉบับ ผลิตภัณฑ์ของบริษัทส่วนใหญ่ใช้ในอุตสาหกรรมการป้องกันประเทศ อุตสาหกรรมการบินและอวกาศ อุตสาหกรรมยานยนต์ ผลิตภัณฑ์อิเล็กทรอนิกส์ และแม่พิมพ์ และสาขาอื่นๆ
ผลิตภัณฑ์ต่างๆ ของบริษัทได้รับการยอมรับและเป็นที่ชื่นชอบจากบริษัทที่มีชื่อเสียงในประเทศ ด้วยเทคโนโลยีที่ไร้ขีดจำกัด การสร้างสรรค์ที่ไร้ขีดจำกัด และการแสวงหาความเป็นเลิศ เครื่องมือ Magotan จะสร้างความเจริญรุ่งเรืองและความฝันในอนาคตด้วยความมั่นใจที่เหนือกว่าและคุณภาพสูงยิ่งขึ้น
เราจะตอบกลับคุณภายใน 12 ชั่วโมงหลังจากได้รับคำถามในวันทำการ
เราเป็นผู้ผลิต เราผลิตและจำหน่ายเอง
เราส่วนใหญ่ผลิตดอกกัดเหล็กทังสเตน ดอกสว่าน และเครื่องมือโลหะผสมแข็งอื่นๆ มืออาชีพ ดอกเอ็นมิลล์หัวแบน 2 ขลุ่ย ผู้ผลิต.
ผลิตภัณฑ์ของเราครอบคลุมเกือบทั้งอุตสาหกรรมแม่พิมพ์ อุตสาหกรรมการป้องกันประเทศ อุตสาหกรรมการบินและอวกาศ อุตสาหกรรมยานยนต์ ผลิตภัณฑ์อิเล็กทรอนิกส์ และสาขาอื่นๆ
ใช่ จุดเน้นหลักของเราคือผลิตภัณฑ์ที่กำหนดเอง เราพัฒนาและผลิตผลิตภัณฑ์ตามแบบหรือตัวอย่างที่ลูกค้าให้มา สั่งทำพิเศษ ดอกเอ็นมิลล์หัวแบน 2 ขลุ่ย.
เรามีเครื่องจักรมากกว่า 30 เครื่องจาก WALTER จากเยอรมนี Makino จากญี่ปุ่น ROLLMATIC จากสวิตเซอร์แลนด์ และ TTB จากสวิตเซอร์แลนด์ โดยมีมูลค่าผลผลิตต่อปี 80 ล้านหยวน เราคือ ดอกเอ็นมิลล์หัวแบน 2 ขลุ่ย บริษัท
ประการแรก หลังจากแต่ละกระบวนการ เราจะทำการตรวจสอบที่เกี่ยวข้อง สำหรับผลิตภัณฑ์ขั้นสุดท้าย เราจะทำการตรวจสอบอย่างละเอียด 100% ตามความต้องการของลูกค้าและมาตรฐานสากล
จากนั้น เรามีอุปกรณ์ทดสอบระดับสูงและครบครันที่สุดในอุตสาหกรรม เช่น เครื่องวิเคราะห์สเปกตรัม กล้องจุลทรรศน์โลหะวิทยา ฯลฯ ซึ่งสามารถรับประกันความเสถียรและความสม่ำเสมอของเครื่องมือตัด ในขณะเดียวกันก็ตอบสนองความต้องการการทดสอบความแม่นยำสูงของลูกค้าสำหรับเครื่องมือตัด
เมื่อเสนอราคา เราจะยืนยันวิธีการทำธุรกรรมกับคุณ ไม่ว่าจะเป็น FOB, CIF, CNF หรือตัวเลือกอื่นๆ เมื่อผลิตจำนวนมาก เรามักจะชำระเงินล่วงหน้า 30% ก่อน แล้วจึงชำระยอดคงเหลือเมื่อแสดงใบตราส่งสินค้า เราส่วนใหญ่ใช้ T/T เป็นวิธีการชำระเงิน แต่ L/C ก็เป็นที่ยอมรับเช่นกัน
เราคือ ดอกเอ็นมิลล์หัวแบน 2 ขลุ่ย ผู้ผลิต ในประเทศจีนร่องรอยของเราอยู่ทั่วโลก เราให้บริการผลิตภัณฑ์และบริการที่มีคุณภาพแก่ลูกค้าจากทั่วทุกมุมโลก

No.233-3 Yangchenghu Road, สวนอุตสาหกรรม Xixiashu, เขต Xinbei, เมืองฉางโจว, มณฑลเจียงซู

+86-18068566610

sales@magotan-tools.com
+86-18068566610
